Surgical instruments are high-precision products that are manufactured with great care, usually in small quantities. The structures and equipment of manufacturers specializing in these products are therefore designed above all for a high level of flexibility in retooling. A separate process chain should accordingly be set up for one-time products in large quantities. The key element is a two-spindle machine from Schwäbische Werkzeugmaschinen GmbH (SW) with very high repeat accuracy. An assessment report.
"The requirements are high and the competition is hard in manufacturing of precision mechanical surgical instruments," confirms Frank Pauschert, Regional Sales Manager of SW, Schwäbische Werkzeugmaschinen GmbH in Waldmössingen, Germany. His customers include a company in this sector that has grown from modest beginnings when it was founded in the 1980s to become a mid-sized enterprise with about 130 employees. Currently about 1000 different utensils are manufactured for a wide range of surgical applications. All instruments come complete and ready for use. The individual parts are made of premium biocompatible materials such as stainless steel and are manufactured in machining processes. Despite the use of modern NC-controlled machine tools, manual operations make up a great deal of the manufacturing process for these instruments because they consist of up to 40 different components that must be refined, surface-treated and assembled meticulously by hand. In addition, they are often manufactured with numerous variants. This necessitates small batch sizes and because of that, a prime requirement of the relevant manufacturing systems is very flexible retooling. Due to the extraordinary diversity of variants, there is also no way to work from stock, thereby lowering costs by manufacturing in larger batches.
Strategy for the future: A challenging one-time product
Since the manufacturer has not previously produced any of its own products, it is constantly compared with the numerous competitor products already available in terms of price by customers, who often have great market power. This limits profitability and with it future growth possibilities. To safeguard the future in the long-term, a decision was made about two years ago to enter an extremely challenging large-scale production project: manufacturing of a one-time tool for neurosurgery that is used so often that hundreds of thousands of units are needed annually. It is a type of forceps made of aluminum that can be used to grasp tissue components while at the same time stopping minor bleeding with electrical pulses. Minute tubes were also integrated into each arm of the forceps through which an irrigation fluid can be directed into the operating area. Despite its straightforward appearance, the instrument requires very time-consuming manufacturing with numerous mechanical and manual work cycles, all of which must meet strict quality requirements. Many of these work cycles have to be carried out under a microscope. Setting up the process chain requires extensive development efforts as well as investments in machines and special equipment. Additional employees are currently being hired and qualified for this purpose.
A machining center with the power of a sports car
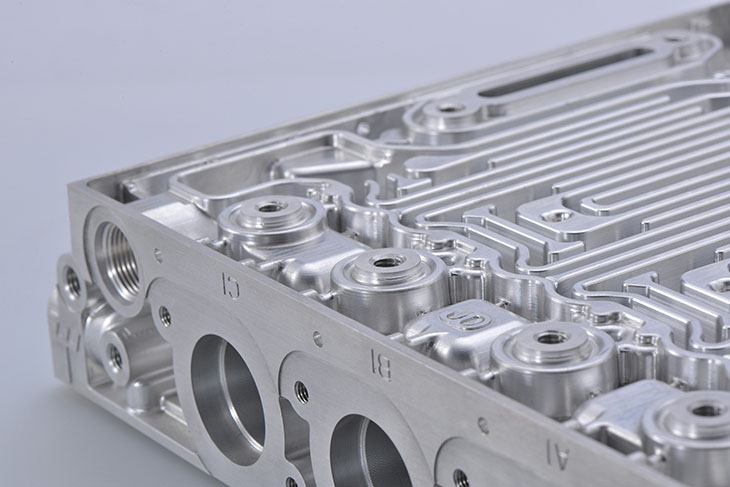
The starting point and key element of the process chain is an automated dual-spindle BA 321 machining center from SW. The system has a working area of 300 x 500 x 375 mm per spindle. The spindles are equipped with an HSK A63 interface and reach speeds of up to 17,500 rpm with a chip-to-chip time of 2.5 s. The tool change system has a capacity of from 2 x 20 to maximum 2 x 60 slots. This system is used to mill forceps halves made of aluminum. It has a custom-made automation unit for supplying material and removing milled parts. It is only intended for a limited range of parts, but within that range achieves productivity far beyond any other milling centers in the plant. With its horizontal, dual-spindle design, the new machining center delivers two completely milled forceps halves in just three minutes. Thanks to the automation system, it can do this around the clock, largely without supervision. The machine also features impressive repeat accuracy and thus quality of manufactured parts. In addition, it significantly surpasses the throughput performance of the other machining centers installed on site.
Development partnership in automation
We chose SW first of all because we were impressed by the productivity of the double spindle concept. Another aspect was their impeccable references as well as the relative proximity, which would mean short response and travel times both during the joint development phase to come and also for any service calls that might be needed. The initial contacts in the summer of 2017 led to a partnership-based collaboration during which the possibilities for automation of machining processes was clarified. This was followed by joint design and development of a special machine based on the model BA 321. Special press-drawn sections in three different dimensions are used as raw material. The forceps halves are carved out of the sections and are not separated by sawing until the last work cycle. This neatly sidesteps clamping problems with the extremely slender and delicate forceps halves from the outset. The final saw cut is made so that a minimal amount of burr remains to prevent the pieces from falling down. Otherwise the very delicate tips of the forceps could be damaged. The forceps are removed by special adapters loaded into the spindles from the tool magazine. They are used to hold the forceps parts and break off remaining burrs. Then they are deposited individually on a transport drawer and moved by conveyor belt to the removal station, where they are manually inserted in basket racks for the next work cycles. "The joint development of automation was very efficient thanks to the professionalism of both teams," recalls Frank Pauschert.
Delivery and commissioning
Joint development and project planning as well as setup and trials up to acceptance lasted until June 2018. The necessary tools were implemented during this phase and an initial NC program was created based on customer requirements. After acceptance was completed, the system was placed in operation at the operating site in June/July 2018. Since then there have been tests as well as programming for a total of 18 product variants. The actual ramp-up began in November 2018. Production has already been running in 24/6 operation since March 2019, with the system sometimes running for up to a week with no human interaction other than supplying material and removing finished milled parts.
Satisfied with quality, support and service
Thanks to "life startUp" production monitoring in the first week after commissioning, the employees became familiar with operating the machine quickly and were able to work independently with it. With “life data”, an online service of SW, the machine is continually connected online to SW, where essential machine parameters are monitored nonstop. If problems come up, action is taken immediately. Good use has already been made of this service, as the machine operator was supported by remote diagnostics. "life help" also turned out to be very helpful: When problems occasionally came up, it provided quick and very competent consulting, and if a service employee was needed at all, he was often on site for less than an hour. Without this service there is much that would not have worked, or would have taken much longer. An additional BA 321 has already been ordered, and notification has been received for delivery in August 2019.