Manufacturers can leverage the benefits and capabilities of machine vision to revolutionize their processes. Machine vision can improve safety, efficiency, quality, optimization and more. Companies can integrate it in various ways, from robotics to digital twins. What are the top five ways machine vision is transforming manufacturing?
1. Improved Quality Control
Quality control is one of the top applications of machine vision in manufacturing. It allows manufacturers to create fully automated defect scanning, significantly improving QC efficiency. All that’s needed is a camera mounted above a conveyor belt and a machine vision algorithm to process the images.
Studies have shown that AI can detect 100% of defects in manufacturing. The machine vision algorithm must be trained to recognize flaws in a specific item or part. Once training is complete, these algorithms are typically low-maintenance and highly effective.
This has several benefits for manufacturers. First, it improves the customer experience by ensuring every product that leaves the facility meets the highest quality standards. Machine vision QC also improves employee workloads by removing the need for people to visually inspect units for defects.
2. Higher Throughput With Lower Waste
The result of fully automated quality control is higher throughput. Machine vision allows manufacturers to produce more units quicker by significantly reducing the time needed for quality inspections.
Additionally, machine vision can help manufacturers reduce production waste, saving money. Integrating more QC checkpoints into the process is easy when defect inspections take mere seconds. Problems can be spotted sooner with more QC stations. As a result, fewer units and materials go to waste, allowing companies to produce more units at a lower cost. This increases throughput without raising expenses since less money is spent on wasted materials.
3. Automated Safety Monitoring
Improving safety in manufacturing is crucial for the future of the industry. In 2020, over 135,000 reports of nonfatal injuries in manufacturing resulted in employees taking time off. This is important to note since high injury rates can make people wary of accepting rewarding, high-paying jobs.
Robotics and AI can be great tools for improving employee safety, and automation is closely connected. This is largely due to the high physical risk associated with repetitive tasks and heavy lifting, often resulting in stress injuries, muscle strain and back problems. Robots can increase employee safety by taking over highly repetitive tasks.
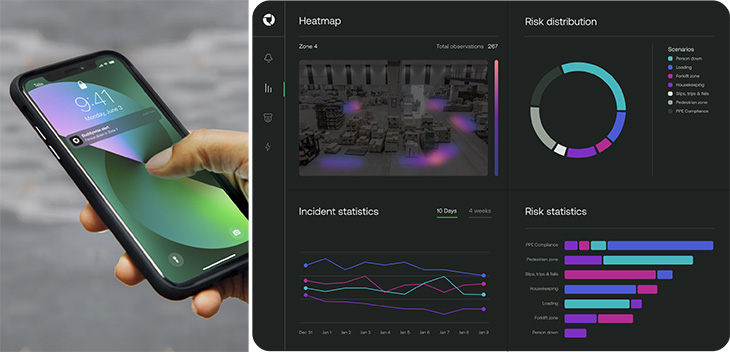
Machine vision takes things further by allowing manufacturers to automate safety monitoring. Algorithms can scan video footage to detect safety indicators like helmets or high-visibility vests. AI that detects an employee is not wearing their safety equipment can trigger a notification for safety managers.
Advanced machine vision algorithms can even detect falls and slips. Tracking this type of motion is more complex, but it is possible. An autonomous fall detection system could improve injury response times so employees can get first aid quickly.
4. More Informed Optimization
Machine vision can be invaluable for monitoring and optimizing the manufacturing landscape, particularly with the help of digital twins. The global digital twin market has a CAGR of 61.3% and will be worth $110.1 billion by 2028. Manufacturing is playing a big role in this staggering growth.
Digital twins can realistically simulate an entire manufacturing environment by combining data from many sources and analyzing it with machine learning. Manufacturers can use them to test new ideas and processes without disrupting real-world operations. This leads to highly streamlined optimization.
Machine vision data can be a helpful addition to any digital twin. Some information is best collected visually, such as monitoring the number of employees wearing required safety gear.
Likewise, data from machine vision systems can reveal big-picture insights. For example, the number of defective units a machine vision QC system detects can highlight areas of the manufacturing process where many errors occur.
Machine vision can even help track the movements of mobile robots like AMRs. Tracking their routes through a manufacturing facility can highlight key walkways, bottlenecks and main thoroughfares. This information can help managers improve their facility’s layout and organization.
5. Increased Robotics Capabilities
Machine vision can expand robot capabilities to improve safety and effectiveness. For instance, an AMR might be guided mainly using preprogrammed routes through a manufacturing facility. However, the robot could still use the help of a camera with machine vision to detect obstacles and people in its path.
Machine vision can also make robots more robust and intelligent. One great example is the use of machine vision in robotic recycling sortation. Machine vision algorithms can rapidly identify recyclable waste as it moves down a conveyor belt. A robotic arm moves it into a bin to be recycled.
Manufacturers can use this same approach to sort materials, organize units, assemble parts and much more.
Machine Vision: The Future of Manufacturing
Machine vision is an invaluable tool for modern manufacturing. It can improve safety and efficiency, reduce waste and unlock valuable data. Manufacturers can use this information to streamline process optimization and enhance productivity. Machine vision even improves employee and customer experiences through better safety and quality.