Every maintenance team has a story about a machine that “gave no warning” before it failed.
Usually, though, that is not completely true.
Most rotating equipment does give warnings. The problem is that the warning signs often start quietly. A bearing begins to wear. A shaft starts moving slightly differently under load. A gearbox develops vibration that is still too small for anyone to notice during a normal walk-through.
Then one day the line stops.
Production gets delayed. Operators stand around waiting. Maintenance gets called in the middle of the night. Spare parts suddenly become “urgent.” And everyone starts asking how the failure was missed.
That cycle is exactly why predictive maintenance has become such a priority in modern manufacturing.
Predictive maintenance vibration monitoring edge AI helps plants catch those small mechanical changes early, while the machine is still running and before the failure turns into a shutdown.
The idea itself is not complicated. Machines behave differently when they are healthy than when they are starting to fail. If you can measure those changes early enough, you can fix problems on your schedule instead of the machine’s schedule.
And that changes everything.
Why vibration monitoring became the backbone of predictive maintenance
Talk to experienced maintenance people and you will hear the same thing over and over: machines always tell you something if you pay attention closely enough.
A healthy motor feels different from a damaged one. A healthy gearbox sounds different from one with wear starting inside it. Experienced technicians can sometimes sense problems just by standing near a machine long enough.
Vibration monitoring takes that instinct and turns it into measurable data.
Every rotating machine creates vibration naturally. Motors, pumps, compressors, fans, conveyors, they all produce their own vibration pattern while operating. That pattern changes when mechanical conditions change.
And those changes usually start long before complete failure happens.
Take a bearing, for example.
In the early stages of bearing damage, the machine may still sound perfectly normal to operators. The temperature may still look fine. Production may continue without any obvious issue.
But internally, tiny impacts are already happening every time rolling elements pass over the damaged area.
At first those impacts are microscopic. Then they slowly grow.
That is why vibration monitoring works so well for predictive maintenance. It catches the mechanical changes early, often before there are visible symptoms anywhere else.
Different faults create different patterns.
An unbalanced rotor usually creates a smooth once-per-revolution vibration. Misalignment often introduces harmonics and extra axial movement. Gear wear creates repeating sidebands around gear mesh frequencies. Mechanical looseness creates unstable broadband vibration that often looks chaotic.
After a while, vibration analysts start recognizing these patterns almost like fingerprints.
And in real plants, that matters because rotating equipment rarely fails instantly. Most failures build gradually over time.
Modern predictive maintenance systems are also beginning to rely more heavily on displacement sensors, especially in larger or more complex machines.
This is important because vibration does not always tell the whole story by itself.
A vibration sensor measures dynamic movement, essentially how strongly the machine is shaking or accelerating. A displacement sensor measures actual physical movement or shaft position.
That difference matters more than many people realize.
In standard industrial motors with rolling-element bearings, vibration monitoring is often enough. But larger machines behave differently. Turbines, compressors, and fluid-film bearing systems can experience shaft movement inside the machine even when casing vibration looks relatively normal.
In those cases, displacement monitoring becomes extremely useful.
Eddy-current proximity probes are commonly used for this purpose. They measure shaft movement without touching the rotating surface. These probes can detect shaft orbit changes, axial movement, instability, and rotor behavior that would otherwise be difficult to see.
In practical terms, displacement sensing helps detect issues like:
- Rotor instability
- Shaft rubs
- Excessive axial movement
- Journal-bearing problems
- Mechanical looseness in large rotating assemblies
In real industrial environments, the best monitoring systems usually combine both approaches.
Vibration monitoring gives you a broad picture of machine condition. Displacement sensing gives you a closer look at what the shaft itself is doing.
Together, they make diagnosis far more reliable.
What vibration analysis actually looks like in practice
A lot of people imagine predictive maintenance as some kind of mysterious AI process happening in the background.
In reality, most of it still comes down to good engineering fundamentals.
Raw vibration signals by themselves are not very useful. If you look directly at the waveform from an accelerometer, it mostly looks like noise.
The real value comes from processing the signal properly.
Most systems begin with simple measurements like RMS, peak value, and crest factor.
RMS is basically the overall vibration energy level. If RMS starts trending upward over time, something inside the machine is changing.
Crest factor becomes useful when impacts begin appearing — especially during early bearing damage. A machine may still look acceptable overall while generating tiny repetitive impacts internally.
Then comes FFT analysis.
FFT breaks vibration into frequencies, which is where the signal starts becoming meaningful.
Suddenly you can see rotational frequencies, harmonics, gear mesh activity, and bearing defect frequencies clearly.
For fixed-speed machines, FFT is extremely effective.
Variable-speed equipment is harder because frequencies shift constantly with RPM changes. That is where order analysis becomes useful. Instead of looking at vibration only in Hz, the analysis follows shaft rotation itself.
Bearing diagnostics often rely heavily on envelope analysis.
Early bearing defects generate very small high-frequency impacts that are usually buried under normal machine vibration. Envelope analysis isolates those impacts and makes them visible.
This is one of the reasons modern bearing diagnostics are so much more effective than older maintenance approaches.
Wavelet analysis is also becoming more common, especially for transient conditions and variable-speed equipment. Wavelets are useful because they preserve both time and frequency information together.
The trade-off is complexity. They require more processing power and more tuning.
Displacement signals are handled a little differently.
Instead of focusing mainly on impact frequencies, displacement analysis often looks at shaft orbit patterns, axial drift, and instability behavior.
When vibration and displacement signals are combined together, engineers can usually diagnose problems much more confidently.
For example, increasing shaft displacement combined with rising harmonics may strongly suggest rotor instability or looseness rather than simple imbalance.
That extra context matters in real plants because maintenance decisions cost time and money.
Why Edge AI matters in real manufacturing environments
The phrase “Edge AI” gets thrown around constantly now, but on the plant floor the idea is actually very practical.
Instead of sending every vibration signal to a remote cloud system, analysis happens close to the machine itself.
That solves several problems immediately.
First, vibration monitoring systems create huge amounts of data. High-frequency sampling across multiple machines can overwhelm industrial networks quickly if everything is streamed continuously.
Second, plants are not perfect IT environments.
Networks fail. Connectivity drops. Electrical noise causes interruptions. Some areas of older facilities barely have stable communication infrastructure at all.
Edge systems keep working even during those situations.
Another major advantage is response speed.
If a machine suddenly develops severe instability, the system can trigger alerts immediately instead of waiting for cloud-side processing.
That becomes important when failures progress quickly.
Edge vs Cloud: practical trade-offs
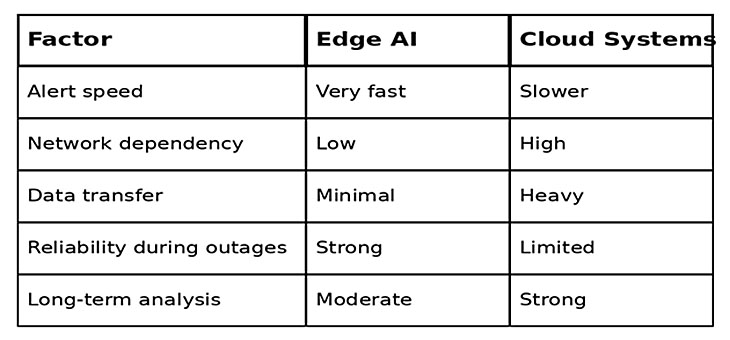
Most successful deployments actually use both approaches together.
Edge systems handle fast local detection. Cloud systems handle long-term trending and fleet-wide analysis.
Hardware decisions matter more than people think
A surprising number of predictive maintenance projects fail because of simple installation mistakes.
Not because the AI was bad.
Not because the algorithms failed.
Because somebody mounted the sensor poorly.
Or sampled too slowly.
Or installed the probe on a weak bracket.
That happens more often than people admit.
For vibration monitoring, most industrial systems use either MEMS accelerometers or IEPE accelerometers.
MEMS sensors are cheaper and easier to scale across large facilities. IEPE sensors usually provide cleaner signals and better high-frequency performance for serious diagnostics.
Sampling rate selection is critical too.
If the system undersamples the signal, important bearing frequencies can disappear completely.
Typical ranges look something like this:
- General motors and pumps: around 5–10 kHz
- Bearing diagnostics: 10–25 kHz
- High-speed machinery: 25–50 kHz
Mounting quality matters just as much as sensor selection.
A loose accelerometer can completely distort readings. Stud mounting on a rigid metal surface is usually the best option for permanent installations.
Displacement probes require even more attention.
Probe gap settings, shaft material compatibility, thermal expansion, and bracket rigidity all matter. A poorly mounted displacement probe can create false instability readings that send maintenance teams chasing problems that do not actually exist.
This is why successful predictive maintenance programs usually involve both reliability engineers and experienced maintenance technicians from the beginning.
Technology matters.
But installation discipline matters just as much.
The reality of AI models in predictive maintenance
There is a lot of marketing around AI in industrial maintenance right now.
In reality, most good systems are not magic.
They are layered engineering systems built carefully over time.
Simple threshold monitoring is still widely used because it works. If vibration or displacement crosses a known safe limit, the system creates an alert.
Machine learning adds another layer by learning what “normal” operation looks like and detecting deviations automatically.
Supervised models can classify specific fault types if enough historical data exists.
But in practice, hybrid systems usually work best.
Pure AI systems can become difficult for maintenance teams to trust if nobody understands why alerts are happening.
The best systems combine traditional vibration analysis with machine learning rather than replacing engineering knowledge entirely.
And no matter how advanced the model is, validation still matters.
Good plants usually run predictive maintenance systems quietly for a while before fully trusting them operationally. Engineers compare alerts with inspections and gradually build confidence in the system.
That trust-building phase is important.
One bad false alarm during production can damage confidence very quickly.
Predictive maintenance only works if operations trust it
One thing that gets overlooked constantly in technical discussions is human behavior.
A predictive maintenance system is only useful if people actually trust the alerts enough to act on them.
That means the system has to integrate cleanly into normal plant operations.
Alerts need to make sense.
They need to escalate logically.
And they need to avoid overwhelming teams with unnecessary warnings.
Most facilities organize alerts into levels:
- Early warning
- Confirmed issue
- Critical condition
That structure gives teams time to respond properly instead of reacting emotionally every time vibration changes slightly.
Human review still matters too.
Even excellent systems can misinterpret startup conditions, process disturbances, or temporary overloads.
Predictive maintenance works best when it supports maintenance teams — not when it tries to replace them.
What successful deployments usually look like
The plants getting the best results from predictive maintenance usually start smaller than people expect.
They do not instrument the entire factory on day one.
Instead, they focus on the machines that hurt the most when they fail.
Usually that means a few critical motors, gearboxes, compressors, or process pumps.
They build good baselines first.
They validate sensor installation carefully.
They compare alerts with real inspections.
And they improve gradually over time.
That slow, disciplined approach usually works far better than rushing into a massive rollout.
Final practical recommendations
If you are starting a predictive maintenance program today, keep the first phase practical.
Pick a few critical rotating assets. Install vibration monitoring properly. Add displacement sensing where shaft behavior matters. Focus on getting clean, reliable data before worrying about advanced AI models.
Then spend a few months learning how those machines actually behave under normal operation.
Because in the end, predictive maintenance is not really about software.
It is about understanding your machines well enough to notice when they are trying to tell you something is changing.